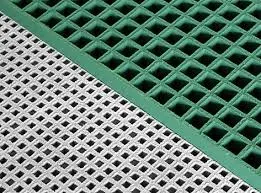
FRP Molded Grating adalah material yang menggabungkan serat fiber dengan resin, pigmen, serta zat aditif lainnya kedalam molding, sehingga menghasilkan produk grating dengan ukuran penal molding yang digunakan, FRP Molded Grating ini memiliki massa yang ringan, tahan korosi, dan tahan terhadap kondisi lingkungan yang keras. Dengan grating yang terbentuk presisi, FRP Molded Grating menawarkan kekuatan struktural yang tinggi dan sifat anti-slip, menjadikannya pilihan ideal untuk berbagai aplikasi industry dan komersil.
...
2025-08-15 06:59
486