 Integrally Applied Grit Top: The optional grip top molded FRP grating has a quartz grit that is integrally applied, cured, and sealed onto the surface providing excellent slip-resistant footing.
Integrally Applied Grit Top: The optional grip top molded FRP grating has a quartz grit that is integrally applied, cured, and sealed onto the surface providing excellent slip-resistant footing.
Integrally Applied Grit Top: The optional grip top molded FRP grating has a quartz grit that is integrally applied, cured, and sealed onto the surface providing excellent slip-resistant footing....
2025-08-14 04:14
1668
 Due to the size, these bits can generate immense torque, so wearing safety glasses and gloves is essential to protect against flying debris and potential injuries Due to the size, these bits can generate immense torque, so wearing safety glasses and gloves is essential to protect against flying debris and potential injuries
Due to the size, these bits can generate immense torque, so wearing safety glasses and gloves is essential to protect against flying debris and potential injuries Due to the size, these bits can generate immense torque, so wearing safety glasses and gloves is essential to protect against flying debris and potential injuries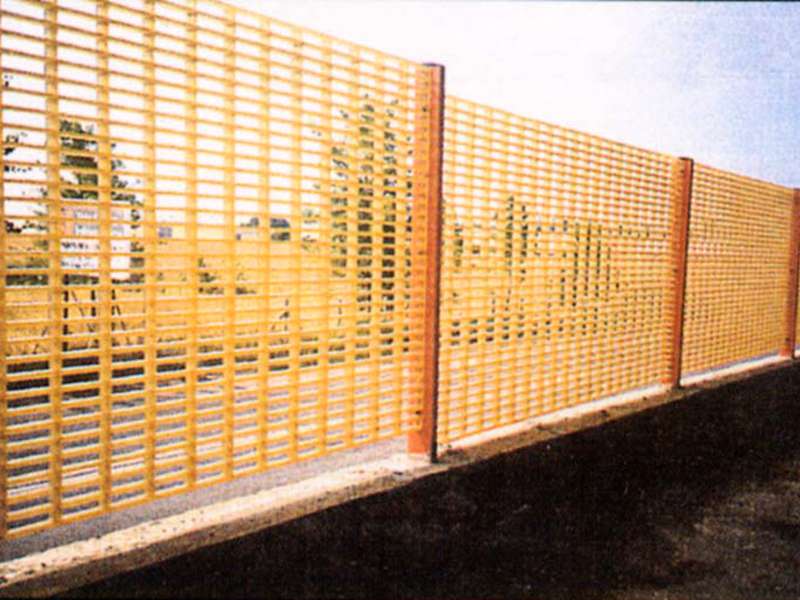 Its lightweight characteristic simplifies installation and maintenance, while its strength withstands the constant agitation and pressure exerted during the aeration process Its lightweight characteristic simplifies installation and maintenance, while its strength withstands the constant agitation and pressure exerted during the aeration process
Its lightweight characteristic simplifies installation and maintenance, while its strength withstands the constant agitation and pressure exerted during the aeration process Its lightweight characteristic simplifies installation and maintenance, while its strength withstands the constant agitation and pressure exerted during the aeration process