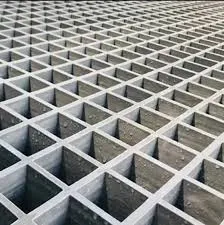
Fiberglass grating can be cut on-site according to the size that you need. Flexibility is especially useful in flooring materials as you often need to cut them to fit the project.
...
2025-08-14 17:57
1107
 Similarly, if the volume button stops working, users may not be able to hear important notifications or alerts Similarly, if the volume button stops working, users may not be able to hear important notifications or alerts
Similarly, if the volume button stops working, users may not be able to hear important notifications or alerts Similarly, if the volume button stops working, users may not be able to hear important notifications or alerts