Furthermore, tunnel bench drilling bits are designed to minimize vibration and noise during drilling. This helps to create a safer and more comfortable working environment for operators, reducing the risk of injuries and improving overall productivity.
...
2025-08-16 04:07
2682
 This also allows for quicker and more efficient transportation and setup, ultimately saving time and labor costs This also allows for quicker and more efficient transportation and setup, ultimately saving time and labor costs
This also allows for quicker and more efficient transportation and setup, ultimately saving time and labor costs This also allows for quicker and more efficient transportation and setup, ultimately saving time and labor costs
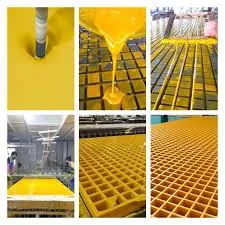
 Additionally, the smooth surface of the fiberglass material facilitates easy cleaning, further enhancing the system's operational efficiency Additionally, the smooth surface of the fiberglass material facilitates easy cleaning, further enhancing the system's operational efficiency
Additionally, the smooth surface of the fiberglass material facilitates easy cleaning, further enhancing the system's operational efficiency Additionally, the smooth surface of the fiberglass material facilitates easy cleaning, further enhancing the system's operational efficiency