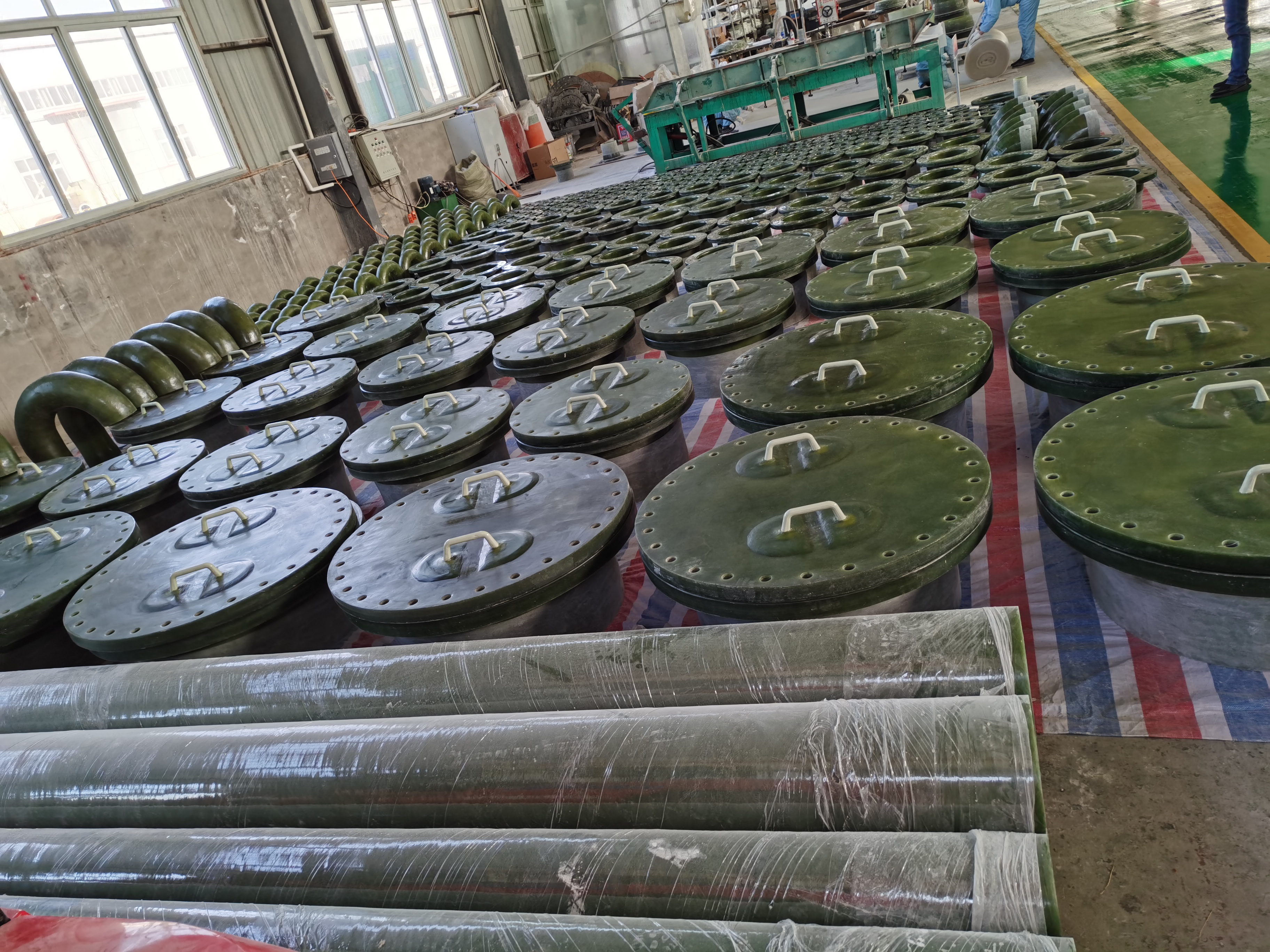
In conclusion, the advent of FRP spraying pipes has revolutionized the piping industry, offering a robust, adaptable, and sustainable solution. As technology continues to advance, the significance of FRP in constructing durable and efficient infrastructure will only increase. It is a testament to the potential of innovation in solving engineering challenges and shaping the future of construction.
...
2025-08-14 20:23
1564
 SDS+ bits are suitable for lighter tasks, while SDS-max bits are designed for heavy-duty work SDS+ bits are suitable for lighter tasks, while SDS-max bits are designed for heavy-duty work
SDS+ bits are suitable for lighter tasks, while SDS-max bits are designed for heavy-duty work SDS+ bits are suitable for lighter tasks, while SDS-max bits are designed for heavy-duty work